At 2 a.m. on a bridge job outside Hanoi, a fresh set of bullet teeth met a granite socket at 22 meters and was gone before sunrise. It is the kind of loss a well-matched rotary drilling bit for hard rock is built to prevent. The bore log had flagged weathered rock, not fresh granite, and the crew ran the teeth the way they had run the clay above it. By the first shift change, the tips were rounded, the torque was spiking, and the penetration rate had fallen to a crawl.
That kind of loss is common, and it is rarely about the brand of bit. Hard rock punishes two mistakes at once: the wrong cutting structure and the wrong operating parameters. Choosing the right rotary drilling bit for hard rock is only half the decision. The other half is the window you run it in, the heat you control, and your willingness to change method when rotary reaches its limit.
This guide gives you all three. You will learn what counts as hard rock for bored piles and which rotary options actually work there. You will also learn how rock breaks under weight on the bit and the practical WOB, RPM, and flushing window that keeps a bit alive. You will get a wear forensics table, a worked cost-per-meter example, and a clear rule for when to escalate to a pilot hole, cluster drilling, DTH, or diamond coring. By the end, you can run hard rock on purpose rather than by habit. For a broader look at selection logic across types of rotary drilling bits, see our rotary drilling bit selection guide.
In short:
- The workhorse for hard rock is a TCI tricone roller bit on a core barrel.
- Match weight on bit, RPM, and flushing to the rock, then read the pulled bit.
- Count cost per meter, not bit price, in hard rock bored pile drilling.
- Know when to escalate from rotary to a pilot hole, cluster drilling, DTH, or diamond coring.
What Counts as Hard Rock for Bored Piles

For rock socket drilling and other foundation work, hard rock is best described by uniaxial compressive strength, measured in MPa. A practical working range starts around 70 MPa and runs past 250 MPa. The common rock types you will meet are granite, basalt, quartzite, hard limestone, and abrasive sandstone, and each behaves differently under the bit.
Compressive strength alone is not enough. Two formations with the same UCS can drill very differently if one is highly abrasive or heavily fractured. Abrasiveness, often tracked with a Cerchar or CAI index, decides how fast carbide and gauge wear. Fracturing decides whether the bit chips cleanly or rattles and loses inserts.
As a field guide, treat 70 to 120 MPa as the entry band, 120 to 250 MPa as competent hard rock, and anything above 250 MPa as very hard or abrasive rock that may outgrow rotary entirely. Granite commonly sits between 150 and 250 MPa, while quartzite and basalt often exceed 150 MPa and bring high abrasiveness with them. These are field-reported ranges, not laboratory absolutes, so confirm with the geotechnical report and a pilot hole when the data is thin. For the full-strength framework across all formations, see our drilling bit selection by ground condition matrix.
Choosing a Rotary Drilling Bit for Hard Rock: Options That Work
Only a few rotary designs survive hard rock. The rest wear out or stall. Your realistic options narrow to three, plus a clear edge case for heavy bullet teeth.
| Bit Option | UCS Band | Best For | Typical Tool | Field Notes |
|---|---|---|---|---|
| Heavy bullet teeth (edge case) | 70 to 120 MPa | Shallow sockets, interbedded layers | Rock bucket, rock auger | Fast to swap, wears quickly above ~100 MPa |
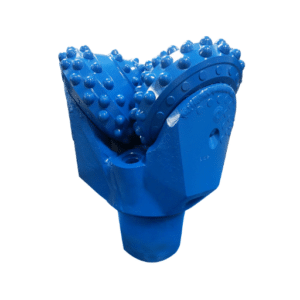
| TCI tricone roller bit | 100 to 250 MPa | Competent, homogeneous hard rock | Roller bit core barrel | The hard-rock workhorse for bored piles |
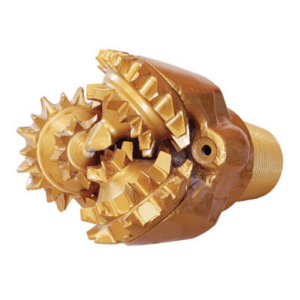
| Cross cutter | 120 to 250 MPa | Fractured or highly abrasive rock | Core barrel with cutting arms | Tracks better when cones cannot get purchase |
| Escalate method | Over 250 MPa or extreme abrasion | Granite, quartzite, basalt at depth | Pilot, cluster, DTH, diamond | Rotary may not be the cheapest meter |
Heavy bullet teeth are the edge case, and the rule for when to use a roller bit vs bullet teeth starts with strength and socket depth. They still chip the rock, and a model like B47K22H can work in the lower band or in shallow sockets, but they round off fast once strength climbs. The bullet teeth versus roller bit comparison covers the head-to-head trade-off in detail, so this guide focuses on running hard rock rather than re-deriving it.
The TCI tricone roller bit on a core barrel is the workhorse for a rotary drilling bit for hard rock, and for most crews, it is the best drill bit for hard rock between 100 and 250 MPa. Tungsten carbide inserts on sealed cones crush the rock under the weight of the bit, and the core barrel removes only an annular ring instead of the full cross section. Cross cutters use large cutting arms and are preferred when the rock is too fractured or abrasive for cones to track cleanly.
If your bore log shows competent rock above 100 MPa and a socket deeper than a few meters, send it over before you mobilize. We can size the bit, inserts, and operating window to your rig and depth. Request a matched hard-rock recommendation and avoid learning the formation with a box of teeth.
How a Rotary Drilling Bit Breaks Hard Rock

A hard rock drilling bit removes rock in stages. First, the insert indents the surface under weight on the bit. Then, as the load rises, the rock chips and crushes around the contact point. Point-attack teeth concentrate that load on one small tip, which is why they excel in weathered and fractured rock but stall once the formation is both strong and intact.
Rolling cones change the load path. A TCI tricone spreads the same crowd force across many inserts, and each insert indents, lifts, and re-indents as the cone rotates. That repeated indentation crushes hard rock without relying on a single sharp edge, which is why a roller bit for hard rock holds penetration rate long after bullet teeth have glazed. The types of rotary drilling bits guide explains the cutting actions in more depth if you want the mechanics behind each design.
Gauge cutters matter as much as the face inserts. They hold the hole diameter while the center cutters break rock, and they take the worst of the sidewall abrasion. When the gauge wears, the hole goes under the gauge, the next bit binds, and you lose both rate and tool life. In hard rock, protecting the gauge is protecting the whole run.
The Operating Window for a Rotary Drilling Bit for Hard Rock
The right bit runs at the wrong parameters and still fails early. Three levers decide whether your hard-rock setup makes money or scrap: weight on bit, RPM, and flushing.
The weight on the bit must be high enough to keep the cones indenting rather than skidding. Too little and the inserts polish the rock and overheat. Too much and you overload the bearings and chip inserts. As a starting heuristic on large foundation tools, operators work within a crowd range that the rig can hold steadily, then adjust by rock strength and by what the pulled bit shows. Let the bit tell you: polished inserts mean too little weight, chipped inserts mean too much.
RPM usually falls as the rock gets harder. Foundation rigs typically rotate between 6 and 45 rpm, and the hard-rock end of that range lives at the slow end. Slower rotation reduces heat, limits chatter, and gives each insert time to indent rather than bounce. A common correction when penetration drops at constant weight is to reduce RPM before adding crowd.
Flushing and cooling protect the carbide. You need enough flow, whether mud or air, to clear cuttings and carry heat away from the inserts. Tungsten carbide tips begin to lose temper as temperatures climb toward roughly 650 C, and sealed-bearing grease watches for downhole heat above about 120 C.
Carbide, Cones, and Bearings: The Build That Survives Hard Rock
In hard rock, the metallurgy is the difference between a bit that lasts and a bit that scraps out in one socket. Three choices matter most: insert grade, body steel, and bearing design.
Insert grade trades hardness against toughness. YG11C tungsten carbide, with about 11% cobalt, typically measures 86.5 HRA or higher and carries a transverse rupture strength of at least 2,450 MPa, which resists fracture under impact. YG8C, with less cobalt, runs harder and is more wear-resistant but a little less forgiving of shock. Hard, abrasive granite favors the tougher end; steady limestone can use the harder grade.
The body and holders are usually built from 42CrMo alloy steel, heat-treated to about 40 to 44 HRC. That gives the shell enough toughness to hold the inserts without cracking while keeping threads and seats stable under load. This is the same material logic behind how bullet teeth are used in foundation drilling, just pushed harder by the rock.
Bearings decide how long a roller bit keeps spinning. Sealed journal bearings hold grease in and keep cuttings out, which extends life in the hot, abrasive downhole environment. Open bearings are simpler and cheaper but wear faster in silica-rich rock. A roller bit core barrel is the natural home for those inserts in hard rock. On tricone selection, hard-formation TCI bits fall in the 6xx and 7xx IADC range, which in plain terms means inserts rather than milled steel teeth and a design built for hard rock. For a broader view of where rotary, DTH, and diamond bits each fit, the Sinodrills rock drill bit taxonomy is a useful reference.
Reading the Bit: Wear and Failure Forensics

Every pulled bit is a report on what happened downhole. Reading it tells you whether your bit, your parameters, or your method was wrong. Use this table as a field checklist.
| Symptom on the Bit | Likely Cause | Corrective Action |
|---|---|---|
| Tips rounded and polished | Too little weight on bit | Increase crowd, confirm inserts are indenting |
| Tips chipped or fractured | Too much weight or chatter | Reduce WOB, lower RPM, check alignment |
| One cone locked or missing | Bearing failure or seal loss | Inspect grease and seals, review downhole heat |
| Heat checking on inserts | Insufficient flushing or cooling | Raise flow, clear cuttings, slow RPM |
| Gauge worn, hole under gauge | Abrasive sidewalls | Upgrade gauge protection, check alignment |
| Even, slow wear across inserts | Normal hard-rock wear | Track meters, plan scheduled changeout |
The goal is not zero wear. The goal is even, predictable wear you can schedule around. Sudden changes in the wear pattern, the sound of the tool, or the torque trace are your early warning that the formation has changed or a bearing is starting to fail. Log what you see against depth, and the next socket on the same site will be faster and cheaper.
Cost Per Meter in Hard Rock: A Worked Example
In hard rock, the cheapest bit on the pallet is rarely the cheapest meter. The right metric is cost per meter, which folds bit cost, rig rate, labor, fuel, and downtime into one number:
Cost per meter = (bit cost + rig hourly rate x hours on bit) / meters drilled
Consider a contractor named Daniel bidding a 25 meter socket in 110 MPa limestone. His first option was heavy bullet teeth at a low purchase price. In similar rock, the teeth lasted about 30 meters and drilled slowly, so he would change little but drill long. His second option was a TCI roller-bit core barrel at several times the bit cost but roughly twice the penetration rate and far longer life.
Run the simple math. If the rig and crew cost 400 dollars per hour and the bullet teeth drill at 1.5 meters per hour, the 25 meter socket takes about 17 rig hours before the bit cost. The roller bit at 3 meters per hour finishes in about 8 hours. Even after adding the higher bit price, the roller option often lands 20 to 40 percent lower on cost per meter because rig time dominates hard-rock economics. The exact saving depends on your rig rate and rock, and the rotary drilling bit selection guide walks through how to set those inputs for your own project.
Daniel chose the roller-bit core barrel, finished the socket in one shift instead of two, and kept the tool for the next pile. The lesson was not that one bit is magic. It was that he counted the hours, not just the invoice.
If you want this worked on your own bore log, send the UCS data, socket depth, and rig rate. Our team will return a cost-per-meter comparison for heavy teeth, a roller-bit core barrel, and an escalation option. Get a hard-rock cost-per-meter estimate before you commit the rig.
When a Rotary Drilling Bit Is the Wrong Tool
Honest operators know that rotary has a ceiling. Past a certain strength, abrasiveness, or socket depth, the cheapest meter comes from changing the method, not changing the bit.
Watch for these triggers:
- Penetration collapse: rate stays below a viable threshold even with a fresh bit and correct parameters.
- Deep sockets: the meterage cannot justify the bit life and rig time rotary needs.
- Extreme UCS or abrasion: granite, quartzite, or basalt above roughly 250 MPa, or rock that eats gauge in a few meters.
- Core recovery needs: the engineer requires intact cores rather than cuttings.
The escalation path is straightforward. Start with a pilot hole to confirm the formation and relieve the main tool. If the rock is still too strong, move to cluster drilling to break the socket into smaller cuts, or bring in a down-the-hole hammer that adds percussion to rotation. When core quality is the requirement, diamond coring is the right tool. The cheapest meter in hard rock is sometimes the one you stop trying to drill with a rotary bit.
Hard Rock Drilling Checklist

Before the rig turns, confirm UCS and abrasiveness for each rock unit, mark every contact depth, and stage the roller-bit core barrel and inserts on site. While drilling, hold the window: cones indenting, RPM at the slow end, and enough flow to cool inserts and clear cuttings. Log rate, torque, and cuttings against depth. After each pull, record meters and wear, then decide the next interval from evidence: continue, adjust, swap, or escalate.
FAQ
What is the best rotary drilling bit for hard rock?
For most hard-rock bored piles between 100 and 250 MPa, the best choice is a TCI tricone roller bit on a core barrel. The rolling carbide inserts crush competent rock and the barrel removes only an annular ring, which is faster than breaking the full cross section.
Can bullet teeth drill hard rock?
Heavy bullet teeth can work in the lower hard-rock band, roughly 70 to 120 MPa, and in shallow or interbedded sockets. Above about 100 MPa, they round off quickly and lose penetration rate, so a roller bit usually wins on cost per meter.
When should I switch from a roller bit to DTH?
Switch when penetration rate collapses with a fresh bit and correct parameters, when UCS or abrasiveness exceeds what rotary can handle, or when socket depth makes rotary rig time uneconomic. A pilot hole confirms the call before you commit.
What RPM and weight on bit should I run in granite?
Run at the slow end of your rig range, often 10 to 30 RPM on large foundation tools, with enough weight on the bit to keep the cones indenting rather than skidding. Adjust by reading the pulled bit: polished inserts need more crowd, chipped inserts need less.
How do I know if the bearing is failing?
Listen for chatter and feel for rising torque at steady parameters, then inspect the pulled bit for a locked or loose cone and grease or seal damage. Catching it early saves the cone and the barrel.
Does abrasiveness matter as much as strength?
Yes. Two rocks at the same UCS can drill very differently if one is quartz-rich and abrasive. Abrasiveness drives insert and gauge wear, so it should influence both bit grade and changeout planning.
Conclusion
Running a rotary drilling bit for hard rock comes down to three habits: pick the right cutting structure, hold the operating window, and know when to escalate. Use heavy bullet teeth only as an edge case below about 120 MPa, make the TCI tricone roller bit on a core barrel your workhorse from 100 to 250 MPa, and bring in cross cutters when the rock is fractured or highly abrasive.
Then run it right. Keep weight on a bit high enough to indent, RPM low enough to control heat and chatter, and flushing strong enough to cool the inserts. Read every pulled bit, count cost per meter rather than bit price, and change method when the formation has outgrown rotary.
If you want a recommendation matched to your rock report and rig, send Changsha Mingyi Machinery Equipment Co., Ltd. your bore log, UCS data, and socket depths. Our engineering team will size the bit, inserts, and parameters so your next hard-rock socket starts with the right tool on the barrel.