The rain in Sao Paulo had stopped, but the jobsite was still a mess. Contractor Eduardo Silva watched his 1,500 mm core barrel stall for the third time that morning. The sandstone formation was not the problem. The rig was. His 260 kNm rotary drive simply could not deliver the torque the barrel demanded at that diameter. Four days later, after swapping to a smaller barrel and accepting slower progress, the project was behind schedule and over budget.
Core barrel drilling techniques fail when the technique, rig capacity, and ground conditions do not align. This is not a tool problem. It is a matching problem. Every day, contractors lose time and money because they select the right barrel for the rock but the wrong parameters for the rig.
This guide covers the complete core barrel drilling method. You will learn how to prepare your equipment, execute each drilling step, select operating parameters by formation, and troubleshoot the problems that slow you down. Whether you are drilling granite for a high-rise foundation or limestone for a highway overpass, these core barrel drilling best practices will help you drill faster, recover more core, and extend tool life.
If you need help matching the right barrel to your rig and ground conditions, contact our engineering team for a tailored recommendation.
What Is Core Barrel Drilling?
Core barrel drilling is a rotary drilling method that uses a cylindrical tool with cutting teeth or bits to extract a solid core of rock from a borehole. Unlike a drilling bucket vs auger setup, which excavates and removes all material, a core barrel preserves the central rock column. This core provides geotechnical data, confirms rock quality, and creates a clean socket for pile bearing.
In bored pile construction, core barrel drilling serves a specific purpose. It follows the initial soil excavation with a bucket or auger. Once the rig hits bedrock or a hard stratum, the crew switches to the core barrel. The tool cuts an annular ring, leaving the core intact. After each pass, the crew lifts the barrel, breaks the core, and removes it. The cycle continues until the design depth is reached.
Modern core barrel systems can achieve 95% or higher core recovery in good conditions. In fractured or karst formations, recovery may drop to 70-85% even with optimized technique. The core barrel drilling techniques you choose directly affect this recovery rate. The difference between acceptable and excellent results comes down to preparation, parameter control, and tool selection.
Core Barrel Types and When to Use Each
Single-Tube, Double-Tube, and Triple-Tube Designs
The tube configuration determines how the core is protected during drilling. Each design suits different ground conditions and project requirements.
Single-tube core barrels are the simplest and most robust design. The cutting structure mounts directly to the outer barrel. These tools work well in competent, unfractured rock where core recovery is not the primary concern. They are cost-effective and easy to maintain. However, in broken or fractured formations, the core can wash away or degrade during the drilling pass.
Double-tube core barrels add an inner tube that isolates the core from the drilling fluid. The inner tube rotates with the barrel or remains stationary, depending on the design. This separation reduces fluid erosion and improves recovery in moderately fractured rock. Most foundation contractors use double-tube barrels as their standard tool for bored piles and rock sockets.
Triple-tube core barrels provide the highest level of core protection. The additional tube further stabilizes the core and reduces disturbance. These barrels are ideal for highly fractured, weathered, or karst formations where sample integrity matters. The trade-off is higher cost and more complex maintenance.
Bullet Teeth, Roller Bits, and Cross Cutters
The cutting structure determines how the barrel engages the rock. Choosing the wrong cutter type is one of the most common mistakes in core barrel drilling.
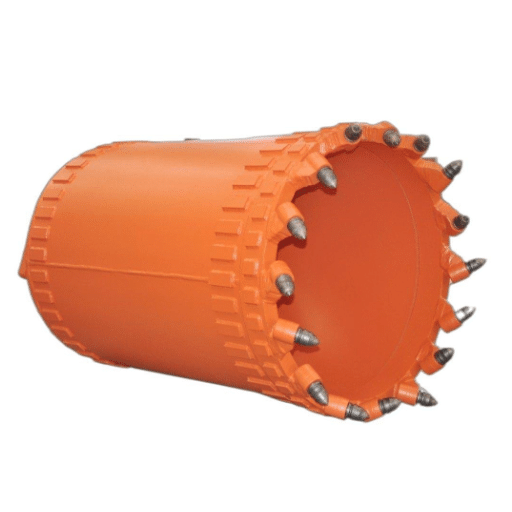
Bullet teeth are tungsten carbide inserts mounted on the barrel face. They work by fracturing and chipping the rock under point loading. Bullet-tooth barrels are effective in soft to medium rock with unconfined compressive strength (UCS) below 60 MPa. They are economical and easy to replace. In granite or basalt, bullet teeth wear quickly and penetration rates drop to 2-3 meters per hour.
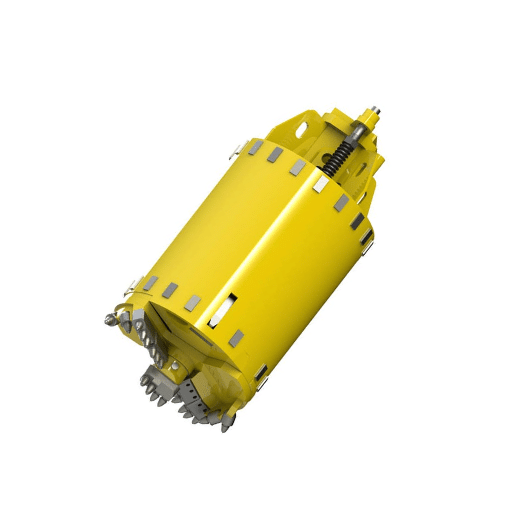
Roller bits use rotating cones with hardened steel or tungsten carbide inserts. They crush the rock through a combination of compression and shear. Roller-bit barrels require 20-40% more torque than bullet-tooth barrels, but they deliver penetration rates of 5-7 meters per hour in hard granite. The investment in rig capacity pays back in scheduled savings.
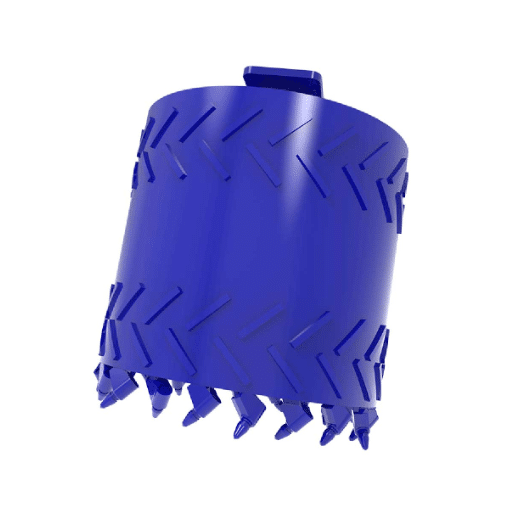
Cross cutters are heavy-duty blades arranged in a cross pattern. They excel in very hard, abrasive rock and fractured formations where roller bits may stall or jam. Cross cutters distribute load more evenly and handle irregular surfaces better than other designs.
Matching Cutting Structure to Rock Strength
Selecting the right cutting structure is not guesswork. The right core barrel drilling techniques depend on matching the cutting structure to the rock strength. It depends on the unconfined compressive strength of the rock, the abrasiveness of the formation, and the presence of fractures or voids. For a detailed breakdown of sizing and specifications, refer to our core barrel specifications and sizing guide.
Pre-Drilling Preparation
Site and Geotechnical Review
Every successful core barrel operation starts before the rig arrives. Review the geotechnical investigation report. Identify the rock types, UCS values, and any mention of karst, fractures, or groundwater. If the report indicates mixed formations, plan for a tool switch mid-hole.
Check for overhead obstructions, ground stability around the borehole, and access for support equipment. In urban sites, vibration and noise restrictions may limit your operating parameters. Plan accordingly.
Equipment Checks
Verify the rig torque output at the kelly box. A common rule is that the rig should deliver at least 1.5 times the torque required by the barrel diameter and cutting structure. Check the kelly box dimensions against the barrel connection. A mismatch here causes downtime before drilling even begins.
Inspect the flush system. Pump capacity and pressure must match the barrel diameter and expected flush rate. Clean or replace clogged nozzles. Test the flush flow before lowering the barrel into the hole.
Calibrate the crowd pressure gauge and the pull-back system. Inaccurate readings lead to incorrect operating parameters. These numbers matter in hard rock.
Selecting the Right Barrel and Cutting Structure
Match the barrel type to the formation. The right core barrel drilling techniques start with proper tool selection before the rig begins rotation. Use single-tube for competent rock, double-tube for fractured or mixed conditions, and triple-tube when core recovery is critical. Match the cutting structure to the UCS. Use bullet teeth below 60 MPa, roller bits above 60 MPa, and cross cutters for abrasive or fractured hard rock.
In Riyadh, contractor Khalid Al-Rashid faced a 2,000 mm limestone caisson on a highway interchange project. His initial plan used a 260 kNm rig with a bullet-tooth barrel. After reviewing the geotechnical report, which showed limestone with UCS ranging from 80 to 120 MPa, he switched to a 360 kNm rig and a roller-bit double-tube barrel. The change added one day to mobilization but saved three days on the drilling schedule. The higher torque and better cutting structure turned a marginal setup into an efficient one.
Step-by-Step Core Barrel Drilling Techniques
Step 1: Position and Align the Barrel
Lower the barrel into the borehole slowly. Avoid swinging or dropping it. Center the barrel over the hole and align it vertically. Misalignment at the start causes borehole deviation that compounds with depth. Use a plumb bob or laser guide to verify verticality before engaging the cutters.
Step 2: Engage Cutters with Controlled Crowd
Apply crowd pressure gradually. Do not slam the cutters into the rock. Start with 20-30% of the target crowd pressure and increase over 10-15 seconds. This controlled engagement prevents tooth damage and reduces shock loading on the kelly bar and rig mast. Monitor the torque meter. A sudden spike indicates the cutters are biting unevenly or the rock surface is irregular.
Step 3: Maintain Steady Rotation and Flush
Once the cutters engage, establish the target RPM and flush rate. Keep both parameters steady. Fluctuating RPM causes uneven wear and poor core quality. The flush fluid cools the cutters, removes cuttings, and stabilizes the borehole wall. Inadequate flush leads to overheating and premature tooth failure.
Step 4: Monitor Penetration Rate and Load
Watch the rate of penetration (ROP) and the torque load continuously. A declining ROP with steady parameters indicates cutter wear or a change in formation. An increasing torque with declining ROP suggests core jamming or binding. Stop and inspect if either trend develops suddenly.
Step 5: Lift, Break, and Remove the Core
When the barrel reaches the target depth for the pass, stop rotation. Apply a gentle pull-back to break the core at the base. Do not jerk the kelly bar. A smooth, steady pull-back minimizes the risk of dropping the core back into the hole. Lift the barrel clear of the borehole and position it over the core breaking area. Use a core breaker or hammer to split the core free.
Step 6: Clean and Inspect Before the Next Pass
Clean the barrel face, flush ports, and kelly box connection. Inspect the cutting teeth for wear, damage, or missing inserts. Replace worn teeth before the next pass. A worn tooth increases the load on adjacent teeth and accelerates overall wear. Check the barrel body for cracks or deformation. Small issues become big failures under torque.
Operating Parameters by Formation
The table below summarizes recommended core barrel drilling parameters for common rock types. These core barrel drilling techniques vary by formation and must be adjusted based on your specific rig, barrel diameter, and field conditions.
| Rock Type | UCS (MPa) | RPM Range | Crowd Pressure (kN) | Pull-Back (kN) | Flush Rate (L/min) | Recommended Cutting Structure |
|---|---|---|---|---|---|---|
| Soft claystone / shale | 10-30 | 20-30 | 50-100 | 30-50 | 150-200 | Bullet teeth |
| Sandstone | 30-60 | 15-25 | 100-200 | 50-80 | 200-300 | Bullet teeth |
| Limestone | 40-80 | 12-20 | 150-250 | 80-120 | 250-350 | Bullet teeth or roller bits |
| Dolomite | 60-100 | 10-18 | 200-350 | 100-150 | 300-400 | Roller bits |
| Granite | 100-250 | 8-15 | 300-500 | 150-250 | 350-500 | Roller bits or cross cutters |
| Basalt | 100-300 | 8-15 | 350-550 | 150-250 | 400-500 | Roller bits or cross cutters |
| Fractured / karst | Variable | 10-20 | 150-300 | 80-150 | 300-400 | Cross cutters, double-tube |
| Mixed soil-rock | Variable | 12-20 | 100-250 | 50-100 | 200-300 | Bullet teeth or cross cutters |
These values are starting points. Fine-tune based on real-time performance. Higher UCS demands lower RPM and higher crowd pressure. Abrasive formations require increased flush rates to control heat and wear.
Core Barrel Drilling Techniques for Hard Rock

Managing Heat and Wear
Advanced core barrel drilling techniques for hard rock require careful attention to heat management at the cutter-rock interface. Excessive heat softens tungsten carbide inserts and accelerates wear. Maintain adequate flush flow. In granite and basalt, keep flush rates at the upper end of the recommended range. Monitor the return fluid temperature. Hot return fluid signals inadequate cooling.
Consider diamond-tipped cutting structures for very hard rock above 200 MPa. Diamond bits reduce operational time by up to 30% in extreme conditions. However, wet drilling is mandatory for diamond bits to control silica exposure and prevent overheating.
Controlling Borehole Deviation
Borehole deviation is a major concern in deep rock sockets and pile foundations. A deviated hole reduces pile capacity and may require costly remediation. According to research, stabilization begins with proper barrel alignment and continues with consistent operating parameters.
Use stabilizer pads on the barrel body to maintain clearance and reduce wobble. Keep RPM steady. Sudden speed changes create lateral forces that push the barrel off center. Avoid excessive crowd pressure. Over-crowding forces the barrel to follow the path of least resistance, which is rarely straight.
Maximizing Core Recovery in Fractured Rock
Fractured formations challenge even experienced crews. The core breaks into pieces that can wash away or get jammed in the barrel. Double-tube and triple-tube designs improve recovery by isolating the core from flush fluid. Reduce flush rate slightly in fractured zones to minimize erosion. Use cross cutters to distribute the load across irregular surfaces.
On a project in Jakarta, contractor Budi Santoso faced a karst limestone formation with core recovery below 60%. After switching from a single-tube bullet-tooth barrel to a double-tube barrel with cross cutters, recovery improved to 85%. The change cost more upfront but eliminated the need for additional boreholes to confirm rock quality. The project saved both time and testing costs.
When to Switch from Bullet Teeth to Roller Bits
The switch point is not a fixed number. It depends on wear rate, penetration rate, and project schedule. When bullet-tooth penetration drops below 1.5 meters per hour and tooth replacement is needed every few passes, it is time to consider roller bits. The higher torque requirement is the main constraint. Verify rig capacity before making the switch. For more on matching tools to foundation conditions, see our foundation drilling guide.
Troubleshooting Core Barrel Drilling Techniques and Common Problems
Slow Penetration Rate
When core barrel drilling techniques fail to deliver expected penetration rates, check the cutting structure first. Are the cutters worn or damaged? Is the crowd pressure adequate for the rock type? Is the rig delivering rated torque? If all parameters are correct, the formation may be harder than expected. Consider switching to a more aggressive cutting structure or a roller-bit barrel.
Core Jamming
Core jamming occurs when the core binds inside the barrel and stops rotation. This can damage the kelly bar, rig transmission, or barrel itself. If jamming occurs, stop rotation immediately. Do not force the rig. Lift the barrel slowly and apply gentle vibration if available. Inspect the inner tube for deformation or obstruction. In severe cases, pull the barrel and remove the core mechanically.
Prevent jamming by maintaining proper flush rate and avoiding excessive crowd pressure. A double-tube design reduces jamming risk by providing more core clearance.
Excessive Tooth Wear
Rapid tooth wear signals a mismatch between the cutting structure and the rock. Abrasive formations like quartzite or sandstone with high silica content accelerate wear. Check that the flush rate is adequate. Inadequate flushing allows cuttings to recirculate and grind the teeth. Consider a harder cutting material or a different cutter geometry. Track wear per meter drilled. This data guides future tool selection.
Barrel Stalling or Overheating
Stalling occurs when the rig cannot deliver enough torque for the cutting load. Reduce crowd pressure and RPM. If stalling persists, the barrel is too large or the cutting structure too aggressive for the rig. Overheating usually indicates inadequate flushing. Check pump output, nozzle condition, and flush line integrity. Top-drive implementations can increase drilling speeds by up to 30% when matched with the right barrel and parameters.
Borehole Deviation
If deviation exceeds project tolerance, stop and assess. Check barrel alignment and stabilizer condition. Reduce RPM and crowd pressure. In some cases, a smaller diameter barrel with a pilot bit improves straightness. Document deviation trends to identify whether the problem is equipment, technique, or ground conditions.
For a deeper dive into maintenance and troubleshooting, see our core barrel maintenance and troubleshooting guide.
Maintenance and Inspection Between Passes
Daily Checks
Inspect the barrel body, kelly box, and cutting structure at the start of every shift. Good core barrel drilling techniques include preventive inspection that catches problems before they cause downtime. Look for cracks, deformation, or weld fatigue. Check flush nozzles for blockage. Verify that all bolts and retainers are tight. A five-minute inspection prevents a five-hour breakdown.
Tooth Replacement Thresholds
Replace cutting teeth when wear exceeds 30% of the original height or when damage is visible. Do not wait for complete failure. A worn tooth overloads neighboring teeth and accelerates overall wear. Keep a supply of replacement teeth on-site. Running out of teeth mid-shift is an avoidable delay.
Cleaning and Corrosion Prevention
Clean the barrel thoroughly after each shift. Remove mud, cuttings, and debris from all surfaces. Pay special attention to the kelly box and flush ports. Store barrels on wooden blocks or racks to prevent contact with standing water. Apply a light coat of protective oil if storage will exceed a few days. Predictive maintenance programs can improve equipment uptime by 25% or more.
Safety Protocols
PPE and Rigging
All personnel must wear hard hats, safety glasses, steel-toe boots, and high-visibility clothing. Gloves are required when handling barrels, cutting teeth, or cores. Use proper rigging and slings when lifting barrels. Never stand under a suspended load. Tag lines control barrel orientation during lifting.
Dust and Silica Control
Wet drilling is the primary control for respirable crystalline silica. The OSHA permissible exposure limit is 0.05 mg/m3 as an 8-hour time-weighted average. Ensure the flush system delivers adequate water volume to suppress dust at the collar. In dry conditions, add dust suppression equipment. Monitor air quality in enclosed or poorly ventilated areas.
Handling Stuck Barrels
If a barrel becomes stuck, do not apply excessive pull-back or torque. This risks kelly bar failure or rig damage. Attempt to free the barrel by rotating in both directions while applying moderate pull-back. If the barrel remains stuck, circulate flush to clear cuttings and reduce binding. In extreme cases, specialized fishing tools may be required. Plan for this possibility on deep or difficult holes.
Conclusion
Core barrel drilling techniques are not complicated, but they are unforgiving. Mastering these techniques requires preparation, parameter control, and disciplined equipment maintenance. The difference between a profitable day and a costly delay comes down to matching the barrel to the rock and rig, then monitoring performance in real time. Match your barrel type and cutting structure to the rock. Verify rig capacity before you start. Monitor penetration rate, torque, and flush flow in real time. Replace worn teeth before they fail. Keep your borehole straight and your crew safe.
Here are the key takeaways to remember:
- Match the cutting structure to the rock UCS. Bullet teeth for soft rock, roller bits for hard rock, cross cutters for fractured or abrasive formations.
- Verify rig torque, kelly box dimensions, and flush capacity before every job.
- Control crowd pressure and RPM. Sudden changes cause deviation, wear, and jamming.
- Inspect the barrel and replace worn teeth between passes. Preventive maintenance costs less than downtime.
- Follow FHWA and ASTM standards for documentation and quality control.
If you are planning a project that involves core barrel for bored piles or hard rock sockets, the right technique starts with the right tool. Changsha Mingyi Machinery Equipment Co., Ltd. manufactures core barrels, drilling buckets, and foundation drilling tools engineered for real-world conditions. Our engineering team supports contractors worldwide with custom sizing, cutting structure selection, and technical guidance.
Contact us today to discuss your project requirements. We will help you select the barrel, parameters, and maintenance plan that keep your rigs running and your projects on schedule.







